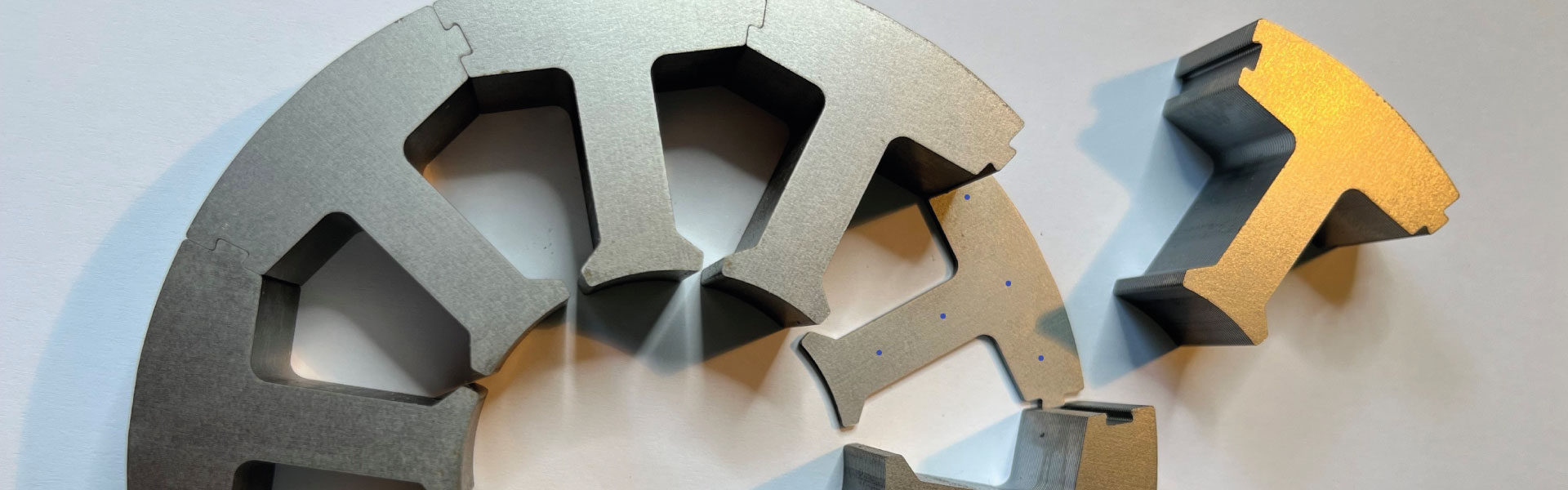
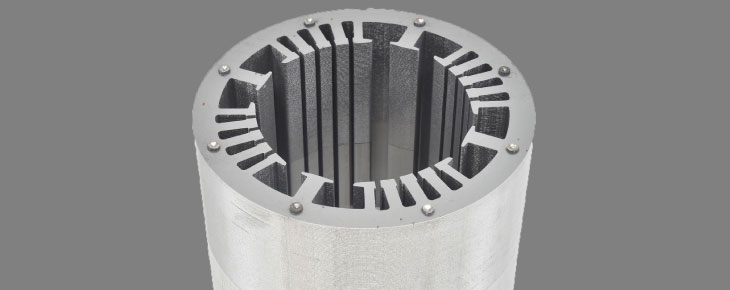
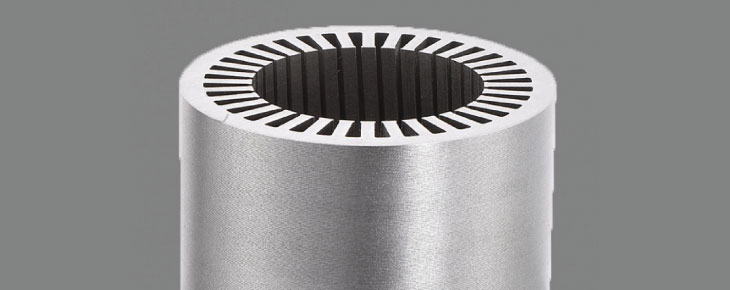
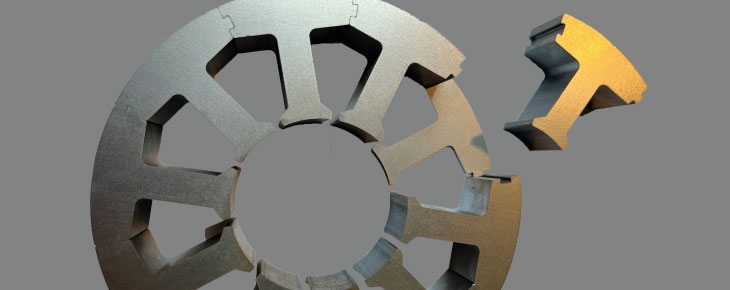
Die neueste Generation geklebter Stator- oder Rotorblechpakete
Vorteile des Klebpaketierverfahrens
- Verbesserte geometrische und elektromagnetische Eigenschaften
- Reduzierte elektrische Verluste
- Verringerung der Wirbelströme
- Integration in einen bestehenden Stanzprozess möglich
- Steigerung der Motoreneffizienz durch höheren Stacking-Faktor
Kundenvorteile
- Frei zugängliche Technologie für jeden Blechpakete-Hersteller - einfache Inhouse-Umsetzung
- Geringe Investition durch mögliche Integration der Dosieranlage in bereits bestehende Fertigungsanlagen
- Das Klebpaketierverfahren erfüllt die wachsenden Anforderungen an die Produktion von hocheffizienten Motoren im Vergleich zu herkömmliche Technologien
- Steigerung der Motoren-Effizienz bis zu 3%
- Reduzierte Ausschussquote durch zuverlässige Qualität
Heutiger Stand der Technik
Stanz-Paketierung
+ Seit langer Zeit praktizierte Technik (gut eingeführt)
+ Möglichkeit direkt in eine Gorm stanzen zu können
- Kurzschlüsse aufgrund der beschädigten Isolierschicht unvermeidbar

Laser- oder Schutzgas-Schweissen
+ Relativ einacher Prozess
- Kurzschluss entlang der Schweissnaht
- Stanz- und Schweissprozess sind zwei separate Prozesse
- Thermische Verformung
Backlack
+ Keine flüssigen Chemikalien in der Produktion
+ Vorbeschichtetes Metall
+ Relativ grosse Schichtstärke führt zu ca. 4μ Spalten
- Das beschichtete Metall hat eine Lagerstabilität (ca. 6 Monate bei 23°C)
- Der Backprozess benötigt hohe Temperaturen (180°C - 200°C)
- Langsamer / komplexer Prozess durch Pakettrennung
Kleben
+ Gute mechanische und elektromagnetische Eigenschaften
+ Durch kleine Spalte (~ 2 μm) mehr Metall auf der Paketlänge
+ Integration in den Stanzprozess möglich
+ Warm härtender Prozess
+ Integration in bereits etabilierte Prozesse / Anlagen möglich
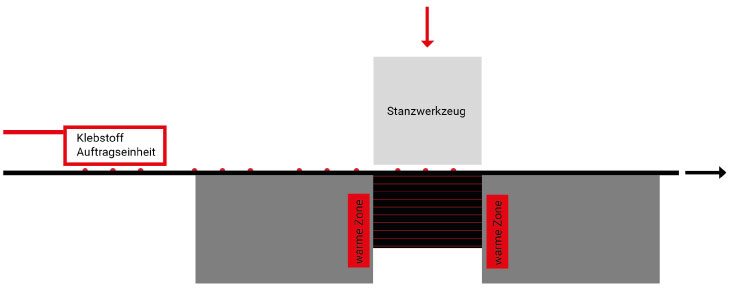
Prozessbeschreibung
- Kleine Klebstoffpunkte werden in der Fertigungslinie auf das beschichtete Stahlband aufgetragen.
- Zuführung des Metallbandes zum Stanzwerkzeug.
- Die Metallbleche werden ausgestanzt.
- Der wachsende Stapel wird durch ein Bremssystem gehalten und durchläuft einen erwärmten Bereich.
- Nach einer kurzen Zeit verlässt der verklebte Stapel die Anlage.
Entwickelt von BAUER Lean-Engineering GmbH
Klebstoffeigenschaften
Die niedrig- bis mittelviskosen Produkte 2206 und 2124 wurden speziell dafür entwickelt, um elektrisch isolierte Stator- oder Rotorbleche zuverlässig zu Paketen zu verkleben. Sie lassen sich einfach automatisch dosieren. Die Aushärtung kann in kurzer Zeit erfolgen, indem die Temperatur während des Stanzvor-gangs erhöht wird. 2124 kann auch in Kombination mit den speziellen lösungsmittelbasierten Aktivatoren 2900 oder 2901 verwendet werden, um eine schnelle Aushärtung bei Raumtemperatur zur erreichen. Der selbstnivellierende, kapillar fließende 2206 ist nur thermisch (≥ 100°C) aushärtbar. Beide Klebstoffe führen zu hochfesten, leicht zäh-elastischen Verbindungen, die auch gegen heisse ATF-Öle beständig sind.
Spezifikationen 2124
Spezifikationen
| Eigenschaften | Bedingung |
|---|---|
| Produktkategorie | Modifiziertes Urethanacrylat |
| Farbe | hellgelb |
| Viskosität [mPas] | 300 - 500 |
| Zugscherfestigkeit [N/mm2] (Stahl-Stahl; DIN EN 1465) | >13 |
| Druckscherfestigkeit [N/mm2] (DIN EN ISO 10123) | >21 |
| Temperatureinsatzbereich [°C] | -55 – +175 |
Spezifikationen 2206
Spezifikationen
| Eigenschaften | Bedingung |
|---|---|
| Produktkategorie | Modifiziertes Urethanacrylat |
| Farbe | hellgelb |
| Viskosität [mPas] | 55 - 85 |
| Zugscherfestigkeit [N/mm2] (Stahl-Stahl; DIN EN 1465) | >13 |
| Druckscherfestigkeit [N/mm2] (DIN EN ISO 10123) | >21 |
| Temperatureinsatzbereich [°C] | -55 – +175 |
Kontaktieren Sie uns
Hier erhalten Sie Ihr individuelles Angebot oder Ihr persönliches Muster. Sie können auch einen Termin mit uns vereinbaren oder einen unserer Anwendungsspezialisten kontaktieren.